


С.В.Сейнов - президент-научный руководитель НПО «ГАКС-АРМСЕРВИС», д.т.н., профессор, член-корр. РАПК
ХАРАКТЕРИСТИКА ДЕЙСТВУЮЩЕЙ СИСТЕМЫ ОБЕСПЕЧЕНИЯ И КОНТРОЛЯ КАЧЕСТВА АРМАТУРЫ
В практике взаимодействия производителя и потребителя арматуры проявляются противоречия в оценке качества поставляемой продукции. Трубопроводная арматура, изготовленная производителем, получившая весь комплекс технологического воздействия, прошедшая весь технологический цикл приемо-сдаточных испытаний, в процессе входного контроля признается не соответствующей нормативам. Все действовали в рамках существующих нормативов, однако, факт обнаружен и заключение потребителя ставит под сомнение не только достоверность контроля качества, но и совершенство процессов формирования свойств изготовленной продукции.
При множестве показателей качества для трубопроводной арматуры приоритетом пользуются показатели, оцениваемые при пневмогидравлических испытаниях. К ним относятся:
1) внешняя герметичность, характеризующая прочность, гидравлическую плотность материалов корпусных деталей, сварных швов, соединений и сальника. Она оценивается визуально или измеряется падением давления испытательной (пробной) среды, находящейся во внутренней полости арматуры, за регламентированное время;
2) внутренняя герметичность уплотнения в затворе, оказывает вредное влияние утечкой среды, прошедшей через затвор, на физические, химические, гидродинамические и др. процессы, протекающие в трубопроводной системе и ее агрегатах. Она контролируется визуально, или измеряется как:
1) величина падения давления испытательной среды во внутренней полости арматуры за установленное время (проводят испытания после контроля внешней герметичности);
2) количество испытательной среды, прошедшей через уплотнение затвора в регламентированный цикл испытаний.
2) количество испытательной среды, прошедшей через уплотнение затвора в регламентированный цикл испытаний.
В особых случаях, по требованию заказчика, она может определяться другими методами.
Оценка качества арматуры по показателю внешней герметичности не вызывает особых проблем ввиду отработанности процессов ее достижения и восстановления при обнаружении несоответствий.
Внутренняя герметичность может быть охарактеризована как проблемный показатель, физическая сущность которого - процесс проникновения среды через уплотнение затвора, не имеет единой и признанной теоретической базы. Следствием этого является отсутствие функциональных, конструкторских и технологических принципов и положений обеспечения этого показателя. Кроме того, интенсивная реализация на предприятиях положений менеджмента качества привела, в дополнение к приемочному контролю производителя, ещё введение в производственный цикл потребителя входного контроля. Оба вида контроля, приемочный и входной, имеют единую цель - предотвращение допуска в производство, монтаж или эксплуатацию продукции, не соответствующей требованиям нормативно-технической, конструкторской документации, протоколов, разрешений, технических заданий к договорам на поставку. Введение дополнительного вида контроля снижает вероятность попадания некачественной продукции на последующие операции.
Контроль качества арматуры на различных стадиях ее существования может быть представлен следующей структурной схемой (рис.1).

Рис.1. Структурная схема базовых составляющих систем испытаний арматуры различного технического уровня
Как следует из представленной структуры [1] организационной основой системы испытаний арматуры являются:
1) ведомственные испытательные организации со своими испытательными базами и полигонами, к этой категории могут быть отнесены испытательные центры крупнейших корпораций и компаний, таких как Газпром, Росатом, Роснефть, Татнефть, Лукойл и др.;
2) независимые сертификационные органы со своей сетью испытательных лабораторий и подразделений;
3) испытательные подразделения предприятий, производящих, потребляющих и ремонтирующих арматуру.
Нормативно-технологическую основу системы испытаний арматурой образуют следующие нормативно-технические документы:
1) правила и устройства безопасной эксплуатации трубопроводных систем различных отраслей и видов производств, для которых предназначена арматура;
2) межгосударственные стандарты, определяющие технические условия изготовления, испытаний и эксплуатации арматуры различных производств;
3) государственные стандарты и технические условия на различные классы, виды и типы трубопроводной арматуры;
4) отраслевые стандарты и руководящие документы на арматуру;
5) стандарты предприятий, технологические рекомендации, правила и процессы испытаний.
Материально-техническая основа испытаний - средства испытаний, объединяющие следующие элементы структуры, представляющие:
1) испытательные комплексы и стенды с вспомогательным оборудованием для установки, крепления и обеспечения условий испытаний, измерений и контроля показателей качества;
2) испытательная оснастка, как наиболее упрощенная совокупность технических средств испытаний (заглушки, подставки, захваты);
3) пробные вещества для испытаний и средства обеспечения заданных параметров этого вещества (испытательной среды) при испытаниях;
4) средства измерений и регистрации характеристик и параметров пробного вещества, воздействий и результатов испытаний объектов.
По своей структуре система обеспечения показателей качества во-многом идентична системе контроля качества, но существенно отличается по функциональному назначению. Организационная основа этой системы (рис.2) формирует арматурное сообщество, объединяя разработчиков, производителей, обслуживающий персонал, выполняющий техническое обслуживание и ремонт арматуры у потребителя. Именно они создают арматуру нужного качества и поддерживают этот уровень на всём последующем жизненном цикле арматуры.
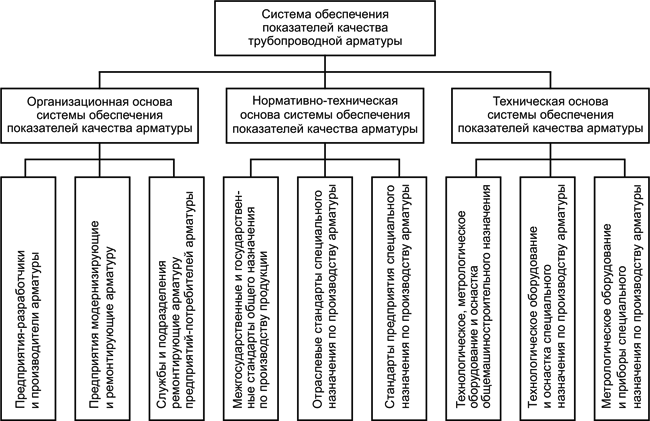
Рис.2. Структурная схема базовых составляющих системы обеспечения показателей качества трубопроводной арматуры
Нормативно-техническая основа обеспечения показателей качества в результате разработки и использования специальной нормативной базы для специфических процессов арматурного производства создает условия, которые призваны сохранять необходимые границы допустимых колебаний показателей качества для различных потребительских запросов за счет параметров и факторов, управляющих этими колебаниями.
Техническая основа системы обеспечения показателей качества, как материальный фундамент системы, осуществляет непосредственное «рождение» параметров обеспечения показателей качества. Этот элемент системы формируется и развивается на базе специальных требований, заданных регламентами нормативной документации, создавая специальные технологии, оборудование и средства измерений.
Нормальное функционирование всех элементов системы обеспечения показателей качества призвано создавать арматуру такого качества, которое необходимо потребителю. Требования потребителей выражаются в межгосударственных и государственных стандартах и для рассматриваемых показателей такие требования сконцентрированы в стандартах ГОСТ 9544-15 и ГОСТ 54808-11, где выделены 10 классов герметичности. Каждый из них характеризуется допустимой величиной утечки в единицу времени. Именно эти требования являются определяющими, базовыми для формирования и построения специальных систем допусков на узлы, детали и поверхности, которые образуют контактные пары в уплотнениях. Эти допуски должны иметь функциональную связь с допусками утечек каждого класса герметичности. На сегодняшний момент таких систем не создано и перспективы создания не просматриваются. Такое состояние неопределенности будет до момента пересмотра структуры норм герметичности, что было подробно рассмотрено в одной из статей настоящего журнала [2].
Отсутствие указанных систем допусков оказывает непосредственное отрицательное влияние на формирование такого элемента структуры, как «технологическое оборудование и оснастка специального назначения для производства арматуры». Парадоксальность ситуации можно было бы сравнить с состоянием в машиностроении, если вдруг была бы ликвидирована общемашиностроительная система допусков и посадок. Можно ли тогда было говорить вообще о качестве продукции и производительности труда.
Однако в этих условиях арматуростроение существует, производит значительное количество арматуры различных типов и различного уровня качества, в том числе, выходящих за пределы нормативов в значительных количествах. Такое состояние объясняется следующими обстоятельствами:
индивидуальностью идеологий формирования качества в каждом отдельно взятом производстве;
широким использованием принципа индивидуальной пригонки прецизионных пар уплотнений;
различием в квалификации инженерно-технического персонала производителей арматуры и служб технического обслуживания и ремонта;
своеобразием в понимании влияния многочисленных внешних и внутренних дестабилизирующих воздействий на арматуру в процессе формирования качества.
широким использованием принципа индивидуальной пригонки прецизионных пар уплотнений;
различием в квалификации инженерно-технического персонала производителей арматуры и служб технического обслуживания и ремонта;
своеобразием в понимании влияния многочисленных внешних и внутренних дестабилизирующих воздействий на арматуру в процессе формирования качества.
Обозначенные и другие проблемы, порождающие нестабильность качества, будут рассмотрены и уточнены в последующих частях этой статьи.
Литература:
Сейнов С.В., Гошко А.И., Сейнов Ю.С. 50 лет в строю или история развития стандарта «ГОСТ 9544. Нормы герметичности затворов». Журнал «ТПА Экспресс» №01 (05), 2012 г.